




SKF角接触轴承型号了解SKF轴承上方的型号,安装SKF轴承,完成了!

本文分为三个部分。观看和观看视频大约需要20分钟!
第1部分:轴承安装视频
第2部分:SKF轴承的符号解释
第3部分:轴承安装规则和注意事项
各种轴承的内部结构和安装要求
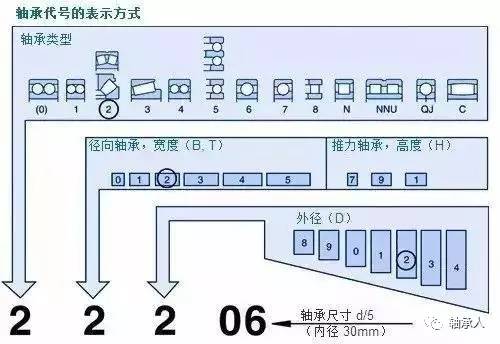
首先让我们了解SKF轴承的命名规则
基本代码22206表示球形滚子轴承,宽度系列为2,外径系列也为2,内径为30mm。
SKF轴承型号前缀:
IR-23232
AR:球和保持架组件或滚子和保持架组件
IR:径向轴承的内圈
K:圆柱滚子和保持架推力组件
K-:内圈(圆锥形内圈)或外圈(圆锥形外圈),具有根据ABMA标准系列英制圆锥滚子轴承的滚子和保持架组件
L:单独类型轴承的内圈或外圈
OR-:径向轴承的外圈
R:去除内圈或外圈轴承
的间距
W:不锈钢深沟球轴承
WF:不锈钢,外圈深沟球轴承带法兰
WS:圆柱滚子推力轴承的轴环
GS——推力圆柱滚子曼铂,推力滚针轴承座环。 L30207-圆锥滚子轴承 30207外圈。
WS——推力圆柱滚子,推力滚针环。例如:WS81107——推力为圆柱滚子轴承81107的车桥。
SKF轴承模型后缀:
3204-ATN9
A:内部设计
2RS1:外部设计
TN9:笼式设计
WT:变化
SKF轴承模型后缀-内部设计:
轴承的后缀是A,B,C,D,E或其他以这些字母开头的代码,表示内部设计有所不同或有所改进。基本大小保持不变,但是一般规则是在某些轴承类型或系列中使用不同的字母,并且它们的含义也不同。
示例:
4210A:双列深沟球轴承,没有滚珠加载间隙
22314E:调心滚子轴承,内部设计经过优化。
7306B:单行角接触球轴承,接触角为40度。
7205B:单行角接触球轴承,接触角为40度,并优化了内部设计。
SKF轴承模型后缀-外部设计:
外部设计意味着改进的结构,例如在外圈上加工凹槽以安装密封件,防尘盖或止动环。
RS1或2RS1表示轴承丙烯腈丁二烯橡胶密封件,其一侧或两侧均带有冲压钢板。
N表示在外圈的外圆上加工了一个凹槽以放置止动环。
NR是指轴承带有适合于挡圈槽的挡圈。
另一个外部设计示例是后缀K,表示轴承的内孔是圆锥形的。
SKF轴承模型后缀设计:
指示保持架设计的后缀位于内部或外部设计的代码之后。它显示了笼子的加工方法和材料。一些后缀带有额外的字母以表示其详细规格。
F:机加工钢或特殊铸铁的笼子
J:冲压钢保持架
M:机加工黄铜保持架
TN9:注射玻璃钎焊增强尼龙6.6笼
P:注射玻璃钎焊增强尼龙6.6笼
V:轴承不带保持架(满辊)
SKF轴承模型后缀变量:
表示变体的后缀位于型号的末尾,并用斜杠分隔。修改后缀的常见示例是热处理,间隙和预载润滑脂的类型。
变体清除类型:
由于温度差和干扰的大小会影响轴承的工作间隙,因此必须选择具有不同初始间隙(包括径向或轴向间隙)的轴承。 轴承除正常间隙外,在型号上标有后缀,并在轴承及其包装上清楚地标出。
C1:径向间隙小于C2
C2:径向间隙小于C3
-:普通径向游隙
C3:径向间隙大于C2
C4:径向间隙大于C3
C5:径向间隙大于C4
变形材料的类型,热处理:
修改后的后缀可用于指示整个轴承或组件的材料和热处理skf角接触轴承型号,例如:
HA3:具有硬化表面的内圈(HA表示硬化表面,后面的数字表示轴承的成分)
HB1:贝氏体硬化内圈和外圈
HC5:滚动元件的材料是氮化硅
变体油脂的类型:
用于表示预装油脂类型的后缀轴承包括两个英文字母和两个数字,以表示温度范围和所使用的油脂

/ HT:高温润滑脂:(-20至+130摄氏度)
/ MT:中温润滑脂:(-30至+110摄氏度)
/ LT:低温润滑脂:(-50至+80摄氏度)
/ WT:宽温润滑脂:(-40至+160摄氏度)
/ LHT——低温/高温润滑脂(-40摄氏度至+140摄氏度)。
MT邮政编码表示特定的轴承使用非标准润滑脂。 轴承当内部润滑脂的量与标准填充量不同(轴承内部可用空间的25%〜30%)时,用附加字母标识:
A:润滑脂的数量少于标准数量。
B:润滑脂的数量大于标准数量。
C:润滑脂的量大于B。
组装非常重要,其中轴承组装占一个部分
您说的很重要而不重要,并向轴承客户展示。
岗前准备
(1)工作数据:包括总装图,零件装配图,零件图,材料BOM列表等,直到项目结束,图纸的完整性,整洁度和过程信息记录都必须保证。
(2)工作场所:零件的放置和组装必须在指定的工作场所中进行。整机的放置和组装必须明确计划到整个项目结束为止。所有工作场所必须保持整洁,标准化和有序。
(3)装配材料:在操作之前,必须按时到位装配过程中指定的装配材料。如果某些不确定的材料没有到位,则可以更改操作顺序,然后填写物料提醒,并将其提交给采购部门。
(4)在组装之前,您应该了解设备的结构,组装技术和工艺要求。
基本规格
(1)机械装配应严格按照设计部门提供的装配图和工艺要求进行装配。严禁修改工作内容或以不正常的方式更改零件。
(2)组装的零件必须是质量检验部门接受的合格零件。如果发现任何在组装过程中遗漏的不合格零件,则应及时报告。
(3)装配环境必须干净,无灰尘或其他污染,零件应存放在带有保护垫的干燥,无尘的地方。
(4)在组装过程中,不得碰撞,切割,损坏零件或使零件表面发生明显的弯曲,扭曲或变形,并且零件的配合面也不得损坏。
(5)相对运动的零件,在组装过程中应在接触面之间添加润滑油(脂)。
(6)匹配零件的匹配尺寸必须准确。
(7)组装时,应有用于零件和工具的特殊放置设施。原则上,不允许将零件和工具放置在机器上或直接放置在地面上。如有必要,应在以下位置进行保护:放置垫子或地毯。
(8)原则上不允许在组装过程中踩踏机器。如果需要踩踏,则必须在机器上铺上保护垫或地毯。严格限制重要部件和低强度的非金属部件禁止。
连接方法
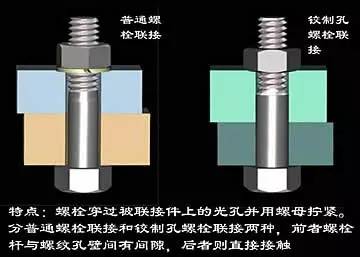
([1)螺栓连接
A。拧紧螺栓时,不允许使用活动扳手,并且在每个螺母下最多只能使用一个相同类型的垫圈。拧紧埋头螺钉后,钉头应埋在机器零件中,并且不得露出。
B。通常情况下,螺纹连接应具有防松的弹簧垫圈。对称的多个螺栓的拧紧方法应按对称顺序逐渐拧紧。条形连接器应从中间到两个方向对称地拧紧。
C。拧紧螺栓和螺母后,螺栓应以1-2螺距的螺母露出;当在移动设备的拧紧或维护过程中不需要拆卸螺钉时,应在螺钉上涂螺纹胶。
D。对于具有规定拧紧扭矩要求的紧固件,应使用扭矩扳手并根据规定的拧紧扭矩进行拧紧。对于未指定拧紧扭矩的螺栓,拧紧扭矩可参见“附表”。
([2)引脚连接
A。定位销的端面通常应略高于零件的表面。将带螺丝尾的锥销安装到相关部分后,其大端应沉入孔中。
B。将开口销安装到相关零件后,其尾部应分开60°-90°。
([3)按键连接
A。扁平键和固定键的键槽的两侧应均匀接触,并且配合表面之间应没有间隙。
B。装配间隙配合的键(或花键)后,当相对运动部件沿轴向移动时,必须没有不均匀的紧密度。
C。钩子钥匙和楔子钥匙组装后的接触面积应不小于工作面积的70%,且非接触部分不应集中在一处;裸露部分的长度应为斜坡长度的10%-15%。
([4)铆接
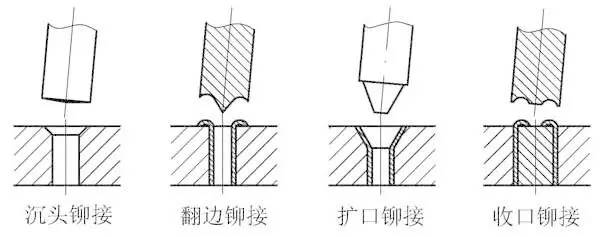
A。铆钉的材料和尺寸必须符合设计要求,铆钉孔的加工必须符合有关标准的要求。
B。在铆接过程中,铆接部件的表面不得损坏或变形。
C。除特殊要求外,铆接后一般不应松动。铆钉的头部必须与铆钉部分紧密接触,并且应该光滑且呈圆形。
([5)膨胀套连接
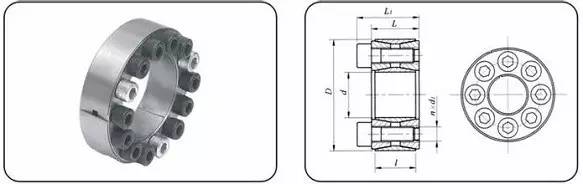
膨胀套筒的组装:在膨胀套筒上涂抹润滑脂,将膨胀套筒放入装配毂孔中,设置安装轴并调节装配位置,然后拧紧螺栓。拧紧顺序以切缝为界,并以十字对称顺序依次拧紧,以确保达到额定扭矩。
([6)已修复连接
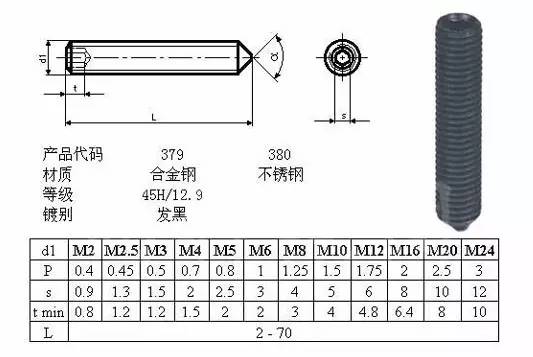
锥端固定螺丝的锥端和孔应成90°,并用该孔拧紧固定螺丝。
滚动轴承的组装
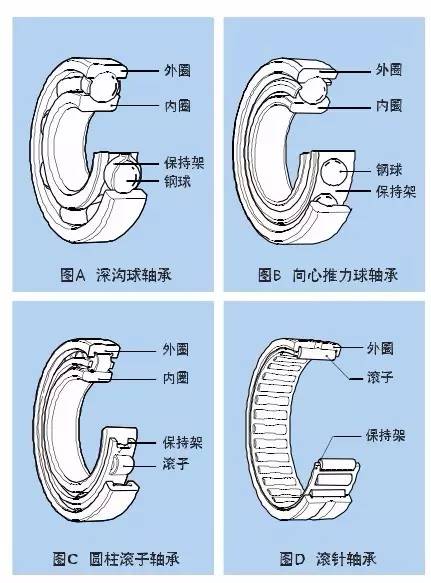
([1) 轴承组装前,轴承不得有任何污染。
(2) 轴承组装时,在配合零件的表面上涂一层润滑油。轴承没有型号的一端应面向内,即,紧靠轴肩。
(3) 轴承组装时应使用特殊的压紧工具,严禁直接敲击进行组装。设置轴承时,力的大小,方向和位置应适当,并且不允许有保护性框架或滚动体。力应均匀对称,以确保端面垂直于轴线。
(4) 轴承内圈的端面通常应靠近轴肩(轴夹具)。轴承外圈组装后,定位端轴承盖之间的接触并且垫圈或外圈应平整。
([5) Rolling 轴承安装后,相应的运动部件应灵活轻柔地旋转。如果发生卡塞,请检查并分析问题原因,并采取相应措施。
(6) 轴承在组装过程中,如果发现孔或轴的配合太松,则应检查公差;当密封性太紧时,不应强行进行残酷的组装,并且问题的原因应予以检查,分析和相应处理。
(7)单排圆锥滚子轴承,推力角接触轴承,双向推力球轴承,组装时轴向间隙满足图纸和工艺要求。
(8)对于带有润滑脂及其配合表面的轴承,应在组装后注入适量的润滑脂。轴承的工作温度不超过65℃,请参见GB491-65《钙-基润滑脂”使用ZG-5润滑脂;对于工作温度高于65℃的轴承,可以根据GB492-77“钙基润滑脂”使用ZN-2、ZN-3润滑脂。
([9)普通轴承正常运行期间的温度升高不应超过35℃,并且在运行期间的最高温度不应超过70℃。
直线轴承的组装
([1)在组装之前,应在轴承的内部涂抹润滑脂。
(2) 轴承当压入支撑座时,应使用特殊的安装工具压紧外圈的端面,并且不允许直接撞击轴承以免变形。
([3) 轴承并且支撑底座必须满足公差要求,太紧会导致导向轴和轴承过盈配合,会损坏轴承;太松动会使轴承无法在固定的支撑底座中。

([4)将导向轴安装到轴承中时,应对准中心并轻轻插入。如果以一定角度插入,则球会掉落并且保持架会变形。
([5) 轴承在安装到支撑基座时不允许旋转,强行旋转会损坏轴承。
(6)不允许使用紧定螺钉直接紧固轴承的外圈,否则会变形。
直线导轨的组装

(1)导轨的安装部分一定不要弄脏,安装表面的平面度必须符合要求。
(2)当导轨侧面上有参考边时,应将其安装在参考面附近。如果没有参考面,请确保导轨的滑动方向与设计要求,拧紧导轨固定螺钉后,应检查滑块的滑动方向是否有偏差,否则必须调整。
(3)如果滑块由传动带驱动,则在传动带和滑块固定并张紧后,传动带一定不能倾斜,否则必须调节皮带轮以使驱动方向传动带的方向平行于导轨。
链轮的组装
(1)链轮和轴之间的配合必须满足设计要求。
(2)主动链轮和从动链轮齿轮齿的几何中心平面应重合,且偏移量不应超过设计要求。如果未指定设计,则通常应小于或等于等于两个轮子之间的中心距离的2‰。
(3)当链条与链轮啮合时,必须拧紧工作边缘以确保平稳啮合。
(4)链条非工作侧的下垂度应符合设计要求。如果未指定设计,则应根据两个链轮之间的中心距调整1%到2%。
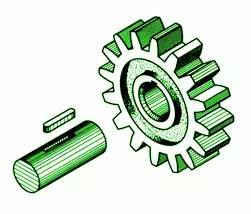
齿轮的组装

(1)组装后,当轮辋宽度小于或等于20mm时,轴向不对中不应超过1mm;当轮辋宽度大于20mm时,轴向不对中应不超过轮辋宽度的5%。
(2)根据精度和规格,应在JB179-83“渐开线圆柱齿轮的精度”和JB180-60“锥齿轮传动装置”中规定圆柱齿轮,锥齿轮和蜗杆传动的安装精度要求。确定变速箱零件的公差。”和JB162-60“蜗杆传动公差”确定。
(3)齿轮啮合面需要根据技术要求进行润滑,齿轮箱需要根据技术要求在机油油位线内注满润滑油。
(4)齿轮箱满载运行时的噪音不得大于80dB。
同步轮的组装

(1)主动和从动同步轮的轴必须彼此平行,不允许倾斜和摆动,并且倾斜误差不得超过2‰。
(2)当两个皮带轮的宽度相同时,它们的端面应在同一平面上,并且两个皮带轮的轴向未对准量不应超过轮辋宽度的5%。
(3)组装同步皮带时,请勿强行撬入皮带轮。组装时应缩短两个皮带轮之间的中心距离,否则可能会损坏同步皮带的张紧层。
(4)同步带张紧器应安装在松弛的边缘上以张紧,并固定两个紧固螺栓。
平皮带的组装
([1)在安装前,应将所有输送平面调平。
(2)连接皮带轮中心点的线应调整到相同的垂直平面,并且轴彼此平行。
(3)扁平皮带的输送方向应按照皮带上箭头所示的方向安装,否则会影响其使用寿命。
电动机和减速器的组装
([1)检查电动机型号是否正确,以及减速器型号是否正确。
(2)在组装之前,清洁电动机轴和减速器的连接部分。
(3)拧紧电动机法兰螺钉之前,应先旋转电动机以校正电动机轴和减速器联轴器的同心度,然后将电动机法兰连接到减速器并斜向拧紧固定螺栓。
(4)在伺服电动机的组装过程中,请确保电动机后部的编码器不受外力的影响,并且严禁敲打伺服电动机的轴。
([5) Servo减速器安装:
A。将密封螺钉移到异径法兰的外侧,以方便调整夹紧螺钉。
B。松开紧固螺丝,将电机法兰连接到减速器上,并沿对角线拧紧定位螺栓。
C。用适当的扭矩拧紧夹紧环,然后拧紧密封螺钉。
D。拧松电动机法兰螺栓,松开伺服电动机轴或用手旋转几次,以校正电动机轴和减速器联轴器的同心度。
E。最后,将电机法兰连接到减速器上,并沿对角线拧紧定位螺栓。
框架的调整和连接
(1)不同部分的机架的高度调整应根据相同的参考点调整为相同的高度。
(2)所有机架的墙板应调整为相同的垂直表面。
(3)各部分的机架调整到位并符合要求后,应安装彼此之间的固定连接板。
气动元件的组装

(1)必须严格按照设计部门提供的空气回路图来连接每个气动驱动装置的配置,并且在连接时必须检查阀体曼铂,管接头,气缸等。
(2)主进气减压阀的入口和出口连接均沿箭头方向。空气过滤器和油雾装置的水杯和油杯必须垂直向下安装。
(3)在进行配管之前,应将管道中的切削粉和灰尘完全吹掉。
(4)拧入管接头。如果管螺纹没有螺纹胶,则应缠绕原材料胶带。从正面观察缠绕方向,从顺时针方向缠绕。物料带不得混入阀门中,缠绕原料带时,应保留1条螺纹。
(5)空气管道的排列应整齐美观。不要交叉。拐角应成90°弯头。在固定空气管道时,请勿在接头上施加额外的压力,否则会导致空气流通。泄漏。
(6)连接电磁阀时,请注意阀上端口号的作用:P:总进气; A:排气1; B:排气2; R(EA):对应于A的排气; S(EB):对应于B的排气量。
(7)组装气缸时,活塞杆的轴线应与负载运动的方向一致。
(当8)使用直线轴承进行引导时,在将缸体活塞杆的前端连接到负载之后,在整个行程中必须没有其他力,否则缸体将被损坏。
(9)使用节气门时,请注意节气门的类型。一般来说,它以阀体上标记的大箭头来区分。大箭头指向气缸的螺纹端;大箭头指向管道末端。用于电磁阀。
组装检查工作
(1)每次组件组装完成时,应检查以下项目。如果发现组装问题,应及时进行分析和处理。
A。组装工作的完整性,请检查组装图,并检查是否缺少零件。
B。为了确保每个零件的安装位置的准确性,请检查组装图或上述规格中所述的要求。
C。每个连接部分的可靠性,每个紧固螺钉是否满足组装所需的扭矩,以及专用紧固件是否满足防止松动的要求。
D。可动部件运动的灵活性,例如当手动旋转或移动输送辊,滑轮,导轨等时,是否存在卡纸或滞后现象,是否存在偏心或弯曲。
(2)完成最终组装后,主要检查组装零件之间的连接。检查内容基于(1)中指定的“四个特性”作为测量标准。
(3)在最终组装之后,应清除机器所有部件中的铁屑,碎屑,灰尘等,以确保传动部件中没有障碍物。
(4)在测试机器时,请仔细监视启动过程。机器启动后,立即观察主要工作参数和运动部件是否正常运动。
(5)主要工作参数包括运动速度,运动稳定性,每个驱动轴的旋转,温度,振动和噪声。




轴承问题排行
- 怎么才能够买到正规skf轴承?
- 上银HIWIN直线导轨的操作指示
- SKF轴承的质量问题
- 进口轴承的应用《SKF轴承》日常使用出现的问题
- 进口轴承噪音分析
- 什么情况下必须更换新的NSK进口角接触球
- 上银HIWIN直线导轨的安装方法
- 上银直线导轨产生噪音的原因
- INA水泵轴连轴承损坏原因和预防措施
- 导致INA法兰轴承温度升高检查注意的问题
最新轴承资讯
- 全球高端轴承,智能制造的领导者
- 电动机轴承型号列表_普通电动机轴承型号比较表
- 轴承座位型号列表滚动吗?
- 单相VEMT步进电机的详细信息
- 轴承型号查询表轴承型号查询方法列表
- SKF轴承中国总代理
- 汽车发电机轴承的型号
- 了解SKF轴承上的型号并安装SKF轴承,这一步就完
- SKF轴承代理商
- UKG陶瓷轴承与轮滑之间的协议
- SKFSYSTEM 24单点自动注油器_电子产品/电路_工程技
- skf轴承使用过程中的护理方法
- 进口轴承有哪一些主要的优点?
- 轴承使用过程中需掌握哪些注意事项?
- 购买INA轴承标准以及注意事项
- SKF轴承质量好,那是人家装的好!
- 上海FAG轴承 | 滚动轴承的寿命计算
- 进口轴承的运输
- 进口轴承的种类
- 怎么选择适合的进口轴承

